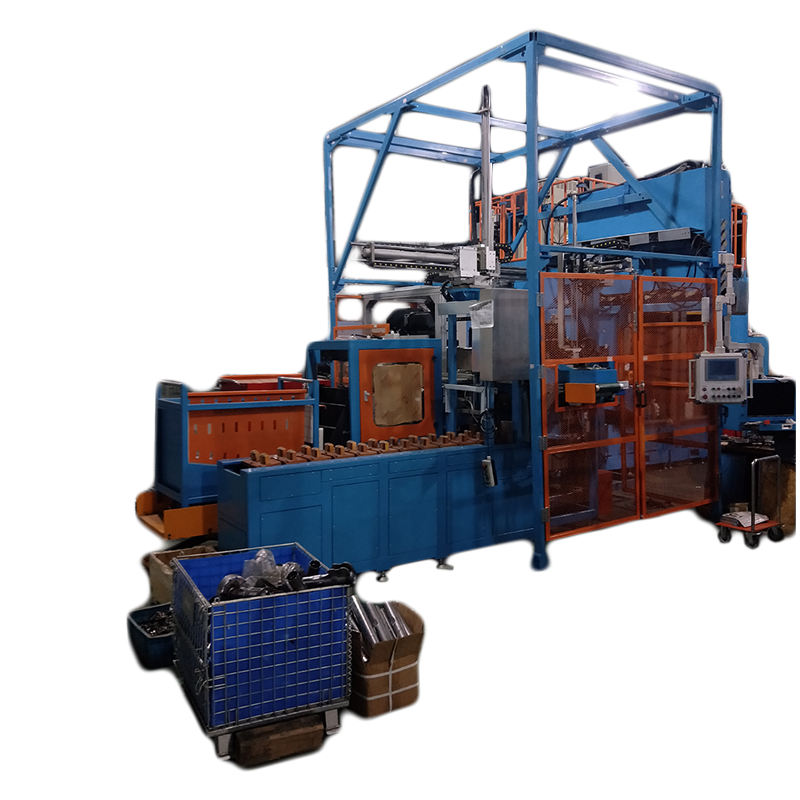
工位采用自动物流及机构的形式满足圆管和支架的自动上料;
端盖采用自动送料形式,再由机构放置到位;
圆管采用自动给料方式,给料完成后先进性长度/方向检测(现场形式);
支架采用料框形式备料(要求支架在料框里摆放整齐);
压装机构设置成夹具机构,在部件放置到位后,能够先夹紧工件,然后再整体压入
下料则是经过压装后,自动输送,并到达下料位置,进行自动定位;